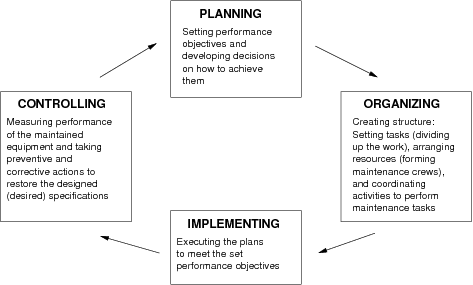
Figure 1.2: The maintenance management process (adapted from Haroun and
Duffuaa (2009)).
Maintenance management involves formulating and implementing maintenance strategies. Maintenance strategy implementation is concerned with logistical issues, such as spare parts inventory, restocking policies and scheduling, as well as deciding on maintenance policies that determines specific maintenance actions and replacement intervals of the maintained equipment. The process of maintenance management can be broken down into a four-step loop as illustrated in Figure 1.2. The steps are similar to the perhaps more familiar “OODA loop”, used to describe the decision making process in military strategy (Boyd 1995). OODA stands for Observe, Orient, Decide and Act. Controlling involves observation of the data from the maintained equipment and calculation of performance measures. Planning involves setting performance objectives and developing a plan for how to achieve them. Organizing involves realization of the plan into a work structure. Implementation is the execution of maintenance tasks in order to meet the set performance objectives. The maintenance management process should be driven by the idea of achieving continuous improvement.
The approach to maintenance and maintenance management has seen significant changes over time. Up until the 1940s, maintenance was essentially a strictly corrective operation (D. Murthy, Atrens, and Eccleston 2002). The only maintenance performed was the associated repairs when something broke down. Operational research techniques started seeing application in industry after the second world war, and has seen widespread application in preventive maintenance (Cho and Parlar 1991; Dekker and Wildeman 1997). Maintenance was eventually recognized as an important part of business, and maintenance methodologies such as reliability centered maintenance (Moubray 1991), and total productive maintenance (Tajiri and Got 1992), were developed and became popular in the early 1990s.
Several methods for measuring the actual state of equipment and predicting failures became available in the 1970s. Condition-based maintenance became feasible and widely adopted (L.M. Pintelon and Gelders 1992). Continuing rapid technological development has provided improvements in condition monitoring techniques such as non-destructive testing, vibration and thermal monitoring, etc. However, the new technologies introduces new challenges for maintenance managers and maintenance systems to fully utilize the increasing amount of information available. A variety of tools is needed for effective maintenance management. These include information technology for collecting and storing data, statistical techniques for data analysis, analytical and computational tools for modeling, analysis, optimization and optimal decision making (D. Murthy, Atrens, and Eccleston 2002). The challenge of exploiting the new information and communication technologies for maintenance management is addressed by several research papers on the topic of e-maintenance (Muller, Marquez, and Benoît Iung 2008).
Maintenance management decision making is studied further, and broken down into strategic, tactical and operational levels in Section 1.2.1. The central concepts of the important area of condition-based maintenance will be described in Section 1.2.2. Finally, the area of e-maintenance will be discussed in Section 1.2.3.
Maintenance management is a cross-disciplinary area involving many different types of tasks; deciding on maintenance strategies, setting policies for maintenance and inventory management, scheduling specific tasks with regard to staff, resources and scheduled production, etc. To structure the area, maintenance management is frequently divided into different categories. One approach is to divide it into three decision levels, which can be done in different ways.
D. Murthy, Atrens, and Eccleston (2002) makes a division of the maintenance management organizational structure into three levels which they choose to call top, middle and junior.
Other ways of structuring maintenance into three levels are described by, for example, Tsang (2002). He describes two approaches, each using a division into three categories based on the magnitude of maintenance work. These describes three “lines” ranging from day-to-day operations on the first line to major overhauls and plant modifications on the third. While dividing maintenance management along these lines generate a different structure, what it does have in common with the approach taken by D. Murthy, Atrens, and Eccleston (2002) discussed above is the time-span considered at each decision level. Short-term on the operational level, mid- to long-term on the tactical level, and long- to infinite-term on the strategic level.
The structure of maintenance management used in this text builds on the approach of L.M. Pintelon and Gelders (1992), who makes a division based on decision levels into strategic, tactical and operational planning.
The performance objectives that a maintenance manager focuses on are different depending on what decision level the maintenance manager is working on. For example, a strategic level decision maker may focus on overall equipment effectiveness or life cycle cost, while an operational level decision maker will focus on minimizing down time or number of breakdowns. The design and nature of maintenance organization varies depending on their environment. For example, a labor intensive production environment is different from that of a maintenance support provider focusing on highly technical and complex military equipment. Maintenance organizations may also be designed with different objectives in mind. Profit maximization may be a common criteria in manufacturing, where the maintenance organization in a nuclear power plant or other safety critical setting will more likely be focused on providing the best possible equipment reliability. This means that different maintenance management processes will focus on different performance objectives. A generalized comprehensive list of the relevant performance objectives for each decision level is thus not possible to create.
The strategic decision level focuses on long-term planning, frequently taking into consideration the entire life cycle of the equipment to be maintained. Strategic planning concerns allocating resources to enable the maintenance organization to fulfill its function, while optimizing its performance objectives.
Some examples of responsibilities found on the strategic level include
Strategic level performance objectives can include
Decision making on the tactical level involves effective utilization of available resources and optimization of maintenance policies. The planning horizon is finite, typically between a month and a year (Budai, Dekker, and Nicolai 2008), depending on the nature of the organization. Plans are made for major maintenance overhauls and equipment upgrades in cooperation with those who plan the utilization of the maintained equipment, for example the production department.
Examples of tactical level responsibilities include
Tactical level performance objectives can include
A key component of operational level decision making is detailed scheduling, including the prioritization of tasks and ensuring availability of staff, knowledge, tools and the equipment to be maintained for each job. The planning horizon on the operational level is short. Schedules are usually updated on a day-to-day basis to accommodate unplanned corrective maintenance as well as changes to the availability of staff and other resources.
Operational level responsibilities include
Performance objectives on the operational level can include
Condition-based maintenance involves diagnostics to predict developing failure conditions, and prognostics to evaluate the remaining useful life of a component. The optimal moment to perform maintenance is then derived from this information. Diagnostics and prognostics are based on condition monitoring data consisting of observations and measurements, combined with models and algorithms. Alternative maintenance approaches can often be classified as either preventive maintenance or corrective maintenance. Preventive maintenance is either time- or use-based, and uses a statistic model of component life to determine the optimal time to perform maintenance. Corrective maintenance is performed after the failure of a component has occurred. Benefits of condition-based maintenance include the potential of reducing maintenance related costs as well as exploiting condition monitoring data to continuously improve equipment availability and minimizing the risk of failure.
With increasingly inexpensive and available sensors and other information and communication technologies, the amount of data available to maintenance managers is rapidly growing. The problem is particularly notable in the case of organizations with operations distributed across large geographical areas, such as public utilities, transportation and mining operations and building-services suppliers (Tsang 2002). In this information environment, the seamless flow of information is an enabler of exemplary performance, as it can improve the decisions of staff in the organization. Implementing a system that will enable the required information flow is a big challenge, as large volumes of data from condition monitoring, databases and models must be fused into useful decision support. Recent developments in the area of e-maintenance provides unprecedented convenience and expedience for enhancing efficiency of maintenance activities (Tsang 2002).
The application of e-maintenance is an important component in creating a maintenance support solution for complex technical systems. Muller, Marquez, and Benoît Iung (2008) proposes a definition of e-maintenance that is consistent with the European Standard (EN 13306:2001) for maintenance terminology and that recognizes e-maintenance as part of a distributed multi-user environment. They define e-maintenance as:
Maintenance support which includes the resources, services and management necessary to enable proactive decision process execution. This support includes technologies (information and communication technologies, Web-based, tether-free, wireless, infotronics technologies) but also, e-maintenance activities (operations or processes) such as monitoring, diagnosis, prognosis, etc.
E-maintenance technologies increase the possibilities to utilize data from multiple origins and of different types, and to process larger volumes of data into more advanced reasoning and decision support systems (Muller, Marquez, and Benoît Iung 2008). A significant advantage of e-maintenance, in the context of maintenance support to military customers, is the ability to connect remote fielded systems with expertise located at distant geographical sites, thus facilitating remote maintenance decision making.
In the review of e-maintenance by Muller, Marquez, and Benoît Iung (2008), they identify research on the topic that works towards the development of standards, development of e-maintenance platforms, process formalization and even e-maintenance system implementation, and conclude that the related technologies play a crucial role to support maintenance decision making. E-maintenance thus is a promising approach towards creating an enabling maintenance support system, i.e. a system that complements a system of interest during its life cycle stages, but does not necessarily contribute directly to its function during operation (Markeset and U. Kumar 2003).
Maintenance management involves formulating and implementing maintenance strategies. The process of maintenance management can be described as a four-step loop as illustrated in Figure 1.2. The steps are similar to the “OODA loop”, (Observe, Orient, Decide, Act), which is sometimes used to describe the decision making process in military strategy. To structure the area, it is useful to divide maintenance management into three decision levels; strategic, tactical and operational. Strategic planning concerns the provision of production resources to ensure the company’s competitive capabilities. Tactical planning addresses effective resource utilization and involves ensuring the availability and reliability of production equipment as well as finding optimal maintenance policies. Operational planning deals with day-to-day operational and scheduling decisions.
Condition-based maintenance involves diagnostics to predict developing failure conditions, and prognostics to evaluate the remaining useful life of a component. Benefits of condition-based maintenance include the potential of reducing maintenance related costs as well as exploiting condition monitoring data to continuously improve equipment availability and minimizing the risk of failure. With increasing application of information and communication technologies, the amount of data available to maintenance managers is rapidly growing. This makes the application of e-maintenance an important component in creating a condition-based maintenance support solution for complex technical systems. A significant advantage of e-maintenance, in the context of maintenance support to military customers, is the ability to connect remote, geographically distributed systems, to leverage the benefits of remote maintenance.